

Tubería de acero LSAW

Tubería de acero LSAW
Introducción
Los tubos de acero de soldadura por arco sumergido de costura recta se dividen en tubos de acero uoe, rbe y jcoe de acuerdo con sus diferentes métodos de formación. Los tubos de acero soldados longitudinales de alta frecuencia se caracterizan por un proceso relativamente simple y una producción continua de alta velocidad, y se utilizan ampliamente en la construcción civil, la industria petroquímica, la industria ligera y otras industrias. Se utiliza principalmente para transportar fluidos de baja presión o para fabricar diversos componentes de ingeniería y productos industriales ligeros.
En comparación con las tuberías uoe y jcoe, los fabricantes chinos de tubos de acero lsaw pueden producir tuberías de mayor tamaño, como:
Diámetro exterior: 219 mm - 1625 mm;
Espesor de la pared: 6,35 mm - 60 mm;
Longitud: 2 m - 18 m
Por lo tanto, el tubo de soldadura por arco sumergido de costura recta tiene ventajas. PMC Steel ofrece alta calidad, precios competitivos y el mejor servicio.
Standard
ASTM A53 | Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless |
API 5L | Specification for Line Pipe(Two levels PSL 1 and PSL 2 of seamless and welded steel pipes for use in pipeline transportation systems in the petroleum and natural gas industries.) |
A252 | Standard Specification for Welded and Seamless Steel Pipe Piles |
A500 | Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes |
A139 | Standard Specification for Electric-Fusion (Arc)-Welded Steel Pipe (NPS 4 and Over) |
A672 | Specification for Electric-Fusion-Welded Steel Pipe for High-Pressure Service at Moderate Temperatures |
A691 | Specification for Carbon and Alloy Steel Pipe, Electric-Fusion-Welded for High-Pressure Service at High Temperatures |
Types | Standard | |||||
SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
Tube end OD deviation | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
Wall thickness | ±10.0%T | D<508mm, ±12.5%T | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0mm<t<15.0mm, ±0.11<="" p="" style="padding: 0px; margin: 0px; user-select: text !important;"> |
D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm | |||||
Proceso de fabricación
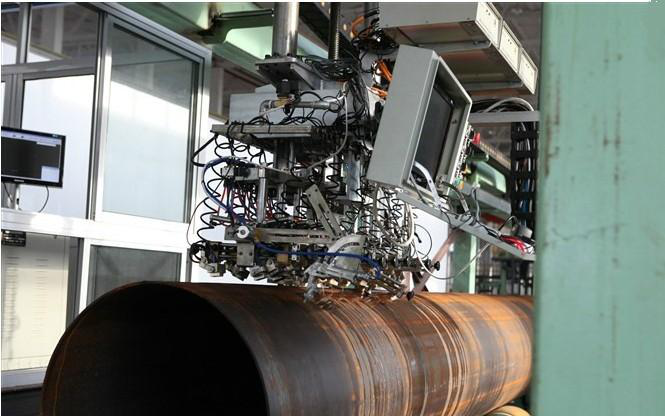
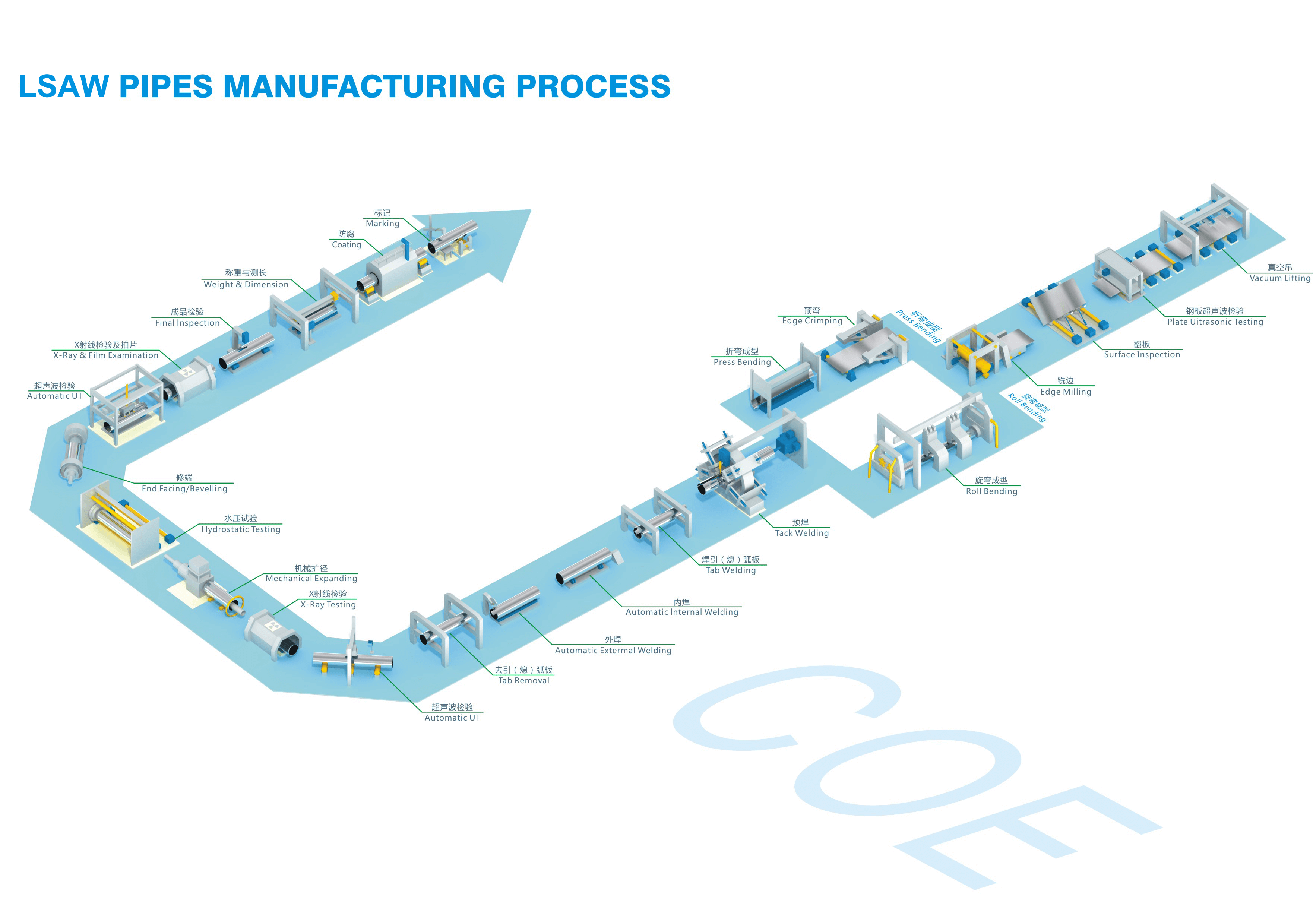 | Fresadora de borde de placa La fresadora fresará ambos lados de la placa de acuerdo con criterios estrictos para satisfacer las especificaciones de anchura, borde y ranura. Máquina de reborde La prensa presiona los bordes de las placas para formar la curvatura deseada. Soldador de posicionamiento Los dos bordes del tubo ranurado están conectados por una máquina de soldadura de posicionamiento. A continuación, la soldadura se lleva a cabo mediante un proceso de soldadura de gas activo metálico (MAG) mediante un soldador localizador. Máquina de moldeo La placa de acero prensada se dobla y se forma un tubo de acero mediante el proceso "jco". Soldador interno Al mover la tubería, la costura longitudinal interna de la tubería se solda desde el interior mediante la fijación de cuatro juntas de soldadura y el uso de la tecnología de soldadura por arco sumergido. Máquina de mecanizado final El extremo del tubo se nivela con un cortador giratorio para asegurar el cumplimiento de las especificaciones de ranura y borde requeridas. Máquina de ensayo hidrostática Utilice la técnica de sellado facial para eliminar la zona ciega durante el ensayo hidrostático. El probador también tiene la función de grabación y almacenamiento automáticos. |
Inspección
Análisis de la composición química Propiedades mecánicas - elongación, resistencia al rendimiento, resistencia a la tracción final Propiedades técnicas - ensayo dwt, ensayo de impacto, ensayo de soplado, ensayo de aplanado Examen de rayos X Inspección de la apariencia y las dimensiones Ensayo hidrostático Prueba ut |
|


 *
*
Enviar
|
Síguenos y escanéalo
|
 Correo electrónico: admin@pmcsteels.com
Correo electrónico: admin@pmcsteels.com Teléfono/WhatsApp/Wechat
Teléfono/WhatsApp/Wechat Agregar
AgregarCOPYRIGHT (©) 2012-2022 PMC STEEL MANUFACTORY(ANHUI) CO., LTD, All rights reserved.